
Articles
Monitoring H2 plant performance
Special Focus: Advances in H2 technology
R. RAMAKUMAR, Johnson Matthey, United Arab Emirates
Process monitoring is an indispensable practice to keep track of key performance indicators (KPIs) of the hydrogen (H2) plant. A good system of process monitoring not only ensures safe and reliable plant operations, but also helps in making strategic decisions such as catalyst changeout schedules. If KPIs are not monitored closely, there can be situations where the expected yields are not achieved. This affects the economics of the H2 plant and that of the entire refinery complex, since the downstream hydrotreated/hydrocracked product yields are affected, as well. This will have a direct implication on the overall refinery margin.
For better monitoring and control, it is imperative to know the fundamentals of performance indicators. Performance monitoring requires operating data inputs from the plant, which are normally accessible from the intranet servers or from the distributed control system. It also requires stream analyses from the laboratory (or from online analyzers) to understand how each reactor is performing with respect to conversion/yield. The laboratory testing frequency of such streams is normally decided by the process engineering department in conjunction with the laboratory section.
The main objective of this article is to guide H2 plant process engineers in:
- Performing a detailed mass balance across the H2 flowsheet by using available information, such as dry analysis of outlet streams. Doing so will help identify bottlenecks across each reactor. The focus would be to see how much H2 is being made before the final stream enters the pressure swing adsorption (PSA) unit. This mass balance will also help estimate the outlet stream’s composition on a wet basis, thereby facilitating the estimation of equilibrium constants (Keq values) for steam methane reforming (SMR) and water gas shift (WGS) reactions, which will help calculate the approach to equilibrium (ATE) values. These values, which are important in understanding the catalyst activity, can then be compared with the kinetic model values provided by the catalyst supplier.
- Monitoring other critical parameters and KPIs across each reactor in the H2 flow sheet.
Feed definition and characterization.
Two types of feed are considered for studying plant performance: Case 1 is a natural gas (NG) feed, and Case 2 is a naphtha feed. Note: The flow, composition and operating conditions are purely assumptions based on the author’s experience and do not correspond to any specific plant.
For Case 1, feed comprising 1,000 kmol/hr of (NG + recycled H2) is assumed to have the following composition:
- Hydrogen (H2) = 2%
- Nitrogen (N2) = 5%
- Methane (CH4) = 90%
- Ethane (C2H6) = 2%
- Propane (C3H8) = 1%.
This combined stream of NG and recycled H2 contains 10 ppmv of hydrogen sulfide (H2S) and 5 ppmv each of methyl mercaptan and dimethyl disulfide (DMDS).
For Case 2, 80 kmol/hr of naphtha, with 20 kmol/hr of recycle H2, is assumed. The most common laboratory information for naphtha is the ASTM D86 standard covering distillation and specific gravity. The ASTM D86 cut points of the assumed naphtha feed are:
- T10% = 110°F
- T30% = 128°F
- T50% = 135°F
- T70% = 145°F
- T90% = 155°F.
The reported specific gravity is 0.716. Naphtha must be characterized further based on the above information. Degrees Fahrenheit and Kelvin will be used only for the following estimations.
Naphtha characterization. Eq. 1 is used to find the volume average boiling point (VABP):
(T10% + T30% + T50% + T70% + T90%)/ 5 = 134.6°F (1)
The correction factor is:
- Slope = (T90% – T10%)/ 80 = 0.563
- Ln ∆ = [–0.94402 – 0.00865 (VABP – 32)0.6667 + (2.99791 x slope0.333)]
- ∆ = 3.825°F.
The mean average boiling point (MeABP) is shown in Eq. 2:
MeABP = VABP – Δ = 134.6 – 3.825 = 130.8°F = 328.03°K (2)
The molecular weight is calculated using Eq. 3:
1.6607 x 10–4 × (MeABP)2.1962 × (specific gravity)–1.0164 = 1.6607 × 10–4 × (328.03)2.1962 × (0.716)–1.0164 = 78.2 kg/kmol (3)
The carbon/hydrogen (C/H) weight ratio is calculated using Eq. 4:
3.4707 [exp {(0.01485 Tb + 16.94x (specific gravity) – 0.012492 Tb × (specific gravity)} × Tb–2.725 × (specific gravity)–6.798] (4)
Substituting Tb = MeABP; therefore, the C/H weight is 6.022.
The molar H/C = 12.01/(C/H weight), which equals 1.9944. The empirical formula of naphtha is CH1.9944. The empirical molecular weight is shown in Eq. 5:
1 × 12 + 1.9944 × 1.008 = 14 (5)
The carbon number of naphtha is found by using Eq. 6:
Actual molecular weight/empirical molecular weight = 78.2/14 = 5.586 (6)
Feed purification, Section 1: Hydrogenator.
The feed, along with recycled H2, first enters the hydrogenator reactor. One of the primary functions of the hydrogenator is to convert organic sulfur (S) compounds (e.g., mercaptans, sulfides, disulfides and thiophenes) to H2S. Other primary functions are to convert organic chlorides (if present) to hydrochloric acid (HCl) by reacting with H2 and to hydrogenate olefins that may be present in the feed.
Key parameters to be monitored include:
- H2 level for each type of feed or combination of feeds. This level is generally suggested by the catalyst supplier. The process engineer should confirm this level with the catalyst supplier in case of any deviation in feed specifications. The recommended H2 level in the outlet stream is normally 2% for NG feeds and about 26% for highly aromatic naphtha feeds.
- The optimum operating temperature is 350°C–400°C (662°F–752°F). For the LPG feed, the maximum temperature limit may be lower due to susceptibility to form carbon. Operating higher than the recommended maximum temperature may cause carbon deposition on the catalyst and upstream pre-heat coil, leading to high pressure drop issues. Operating lower than the recommended minimum temperature may cause organic sulfur or chloride to slip through and poison the downstream reforming catalysts.
Among the KPIs is pressure drop. Being the first reactor in a typical H2 flow sheet, the hydrogenator is vulnerable to pressure drop issues. Some general reasons for increases in pressure drop across any fixed bed include:
- Breakage or erosion of catalyst particles, primarily due to poor handling and loading, is one of the causes of high pressure drop.
- Disintegration of catalyst pellets—primarily the top layer—is another cause of pressure drop due to poor inlet gas distribution and/or an inadequate hold-down layer on the top. In some cases, the disintegration of poor-quality support balls in the hold-down layer contributes to high pressure drop.
- Carryover on the catalyst bed is one of the most likely reasons for high pressure drop across the hydrogenator. Any debris upstream of the reactor, if not properly removed, can get carried over to the top of the catalyst, leading to a high pressure drop. Specialized foulant trapping materials are commercially available to address this issue.
- Deformation of catalyst pellets due to accidental wetting of the catalyst, causing a decrease in catalyst strength, can lead to deformation and, in the worst case, disintegration. This issue can be encountered in high-temperature or medium-temperature shift reactors where there is a likelihood of upstream boiler water leaks.
- The collapse of the bed support grid or any damage to the outlet collector can result in a significant pressure drop.
- Operating the reactor (hydrogenator and pre-reformer) at higher than recommended temperatures can cause thermal cracking of the hydrocarbon feed, thereby depositing carbon over the catalyst, leading to a high pressure drop. In addition, for pre-reformers processing naphtha feeds, there is a minimum bed temperature below, which could have issues of polymeric carbon formation that can lead to pressure drop increases.
It is important to monitor the pressure drop trend closely from the time the catalyst has been put in operation. If the pressure drop increases suddenly, then that time (before and after) should be isolated and investigated in detail. This generally applies to all reactors in the flowsheet.
Inlet and outlet chlorides and sulfur. It is important to monitor the inlet and outlet levels of chlorides and sulfur. In most H2 plants, the feed is analyzed daily, so the total inlet chlorides and sulfur are known. The outlet H2S and HCl can be routinely measured by process engineers using detector tubes, or they can be analyzed in a laboratory. The outlet H2S measurement will help determine if the hydrogenator is converting all organic sulfur to H2S.
For example, if the feed (NG + recycle H2) in Case 1—containing 10 ppmv of H2S and 5 ppmv each of methyl mercaptan and DMDS—is passing through the hydrogenator, then the outlet should measure the calculated H2S value in Eq. 7:
10 ppmv H2S + 5 ppmv × 1 (methyl mercaptan) + 5 ppmv × 2 (DMDS) = 25 ppmv of H2S (7)
Feed purification, Section 2: Chloride absorber.
This section is not common and is only required when the feed contains chlorides. The primary function of the chloride absorber is the absorption of HCl, which is either present in the feed or formed across the hydrogenator. In most cases, this catalyst is installed as a small layer below the hydrogenator. In some flowsheets, it is also installed above the H2S absorber. KPIs include the following:
- Outlet chloride should be less than 0.1 ppmv vs. inlet chloride.
- The catalyst life depends on pickup/capacity. The process engineer should have the information of expected pickup from the catalyst supplier.
Feed purification, Section 3: H2S absorbers (zinc oxide). The primary function of the H2S absorbers is to absorb H2S, which is present either in the feed or formed across the hydrogenator. This section is usually seen as two vessels in a lead-lag arrangement or as a single vessel when sulfur levels are very low. In addition to pressure drop, KPIs include the following:
- Outlet H2S should be less than 0.1 ppmv vs. inlet H2S.
- The catalyst life depends on pickup/capacity. The process engineer should have the information of expected pickup from the catalyst supplier.
Note: The process engineer should ask the catalyst supplier for actual pickup and not theoretical pickup. The theoretical pickup might be much higher than the actual pickup.
For example, Case 1—1,000 kmol/hr of (NG + recycle H2) with 25 ppmv of H2S—would have a theoretical pickup of 600 kgS/m3 and an actual pickup of 500 kgS/m3. To reiterate, the pickup figures are an assumption and do not correspond to any specific product.
The volume of each bed is 10 m3. Eq. 8 is used to calculate the amount of sulfur to be removed:
(25/1,000,000) × 1,000 kmol/hr × 24 = 0.6 kmol H2S/day = 20.4 kg H2S/day = 20.4 × 32/34 = 19.2 kgS/day (8)
Therefore, the expected life is calculated using Eq. 9:
500 kgS/m3 × 10 m3/19.2 = 260 days (9)
The most economical way of operating a lead-lag arrangement is to allow the lead bed to operate until near saturation—i.e., until the outlet H2S from the lead bed is 90% of the inlet H2S.
Feed purification, Section 3: Ultra-purification.
This section is not common in all flowsheets. The primary function of this section is to purify H2S to parts per billion (ppb) levels. It is usually seen as a small layer beneath the zinc oxide absorber(s). KPIs include the following considerations:
- It may be difficult to measure very low ppb levels of H2S by using detector tubes or the laboratory. However, the economic benefit of having this layer can be realized in terms of extended life of the pre-reformer catalyst. Ultra-purification also helps extend the life of primary reformer catalysts in highly stressed reformers.
- H2S pickup/capacity is another KPI.
Pre-reformers.
Pre-reformers are not found in all flowsheets. The most important benefit of a pre-reformer is the flexibility to process different feeds. The primary function of the pre-reformer is to convert C2+ in the feed to C1 and H2. The key parameters include the steam-to-carbon (S/C) ratio, inlet temperature, pressure, Z90 progression and pressure drop. Z90 is an important trend that needs to be monitored closely, since it determines the timing of the pre-reformer catalyst changeout. The typical Z90 plots for NG and naphtha feeds are shown in FIGS. 1 and 2.
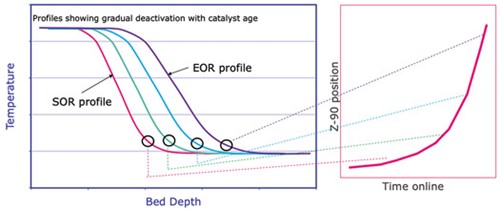
FIG. 1. Z<sub>90</sub> plot for NG feed
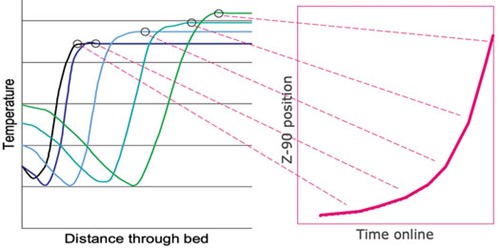
FIG. 2. Z<sub>90</sub> plot for naphtha feed.
KPIs include C2+ slip, pressure drop and Z90 progression. ATE is not a KPI for the pre-reformer, as the SMR’s ATE would be close to zero throughout the expected life of the catalyst if the C2+ is within the guaranteed limit. However, the SMR and WGS equilibrium temperatures can be calculated and compared with the observed temperatures.
Mass balance across the pre-reformer. Case 1—1,000 kmol/hr of treated (NG + recycled H2)—has the following composition:
- H2 = 2%
- N2 = 5%
- CH4 = 90%
- C2H6 = 2%
- C3H8 = 1%.
The inlet S/C ratio (mol/mol) is 3, the outlet pressure is 24.2 bara (23.9 atma), the inlet temperature is 450°C, and the outlet temperature is 400.2°C. The outlet composition (dry basis) reported by the laboratory is:
- H2 = 18%
- N2 = 4%
- CH4 =73%
- CO = 0.03%
- CO2 = 5%.
The unknowns include the outlet dry flow rate and the outlet steam, and it is not known how much steam has been consumed in the reactions to make products.
The inlet and outlet moles for Case 1 are shown in TABLE 1. In this example, d is the outlet dry flow rate, and s represents the moles of steam at the outlet. To calculate d using carbon balance, Eq. 10 is used:
900 + 20 × 2 + 10 × 3 = 0.73d + 0.05d + 0.0003d (10)
d = 1,243.11 kmol/hr
To calculate s using oxygen balance, Eq. 11 is used:
2,910 = 2 × 0.05 × 1,243.11 + 0.0003 × 1,243.11 + s (11)
s = 2,785.3 kmol/hr
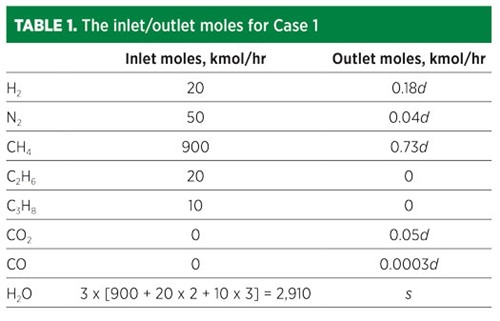
TABLE 1. The inlet/outlet moles for Case 1
The total wet outlet flow (TABLE 2) is calculated in Eq. 12:
1,243.11 + 2,785.3 = 4,028.4 kmol/hr (12)
To calculate the SMR equilibrium constant, Eq. 13 is used:
Kp (SMR)=P2 × ([CO] [H2 ]3)/[CH4][H2O] = 23.92 × (0.000093 × 0.0563)/(0.225 × 0.691) = 6 × 10–5 (13)
Eq. 13 can be substituted with Eq. 14 to obtain equilibrium temperature in °K2:
Ln (1/Kp) = 0.2513Z4 – 0.3665Z3 –0.58101Z2 + 27.1337Z – 3.277 (14)
where:
Z = (1,000/T)–1—T is in °K
Ln (1/Kp) = Ln (1/6 × 10–5) = 9.721
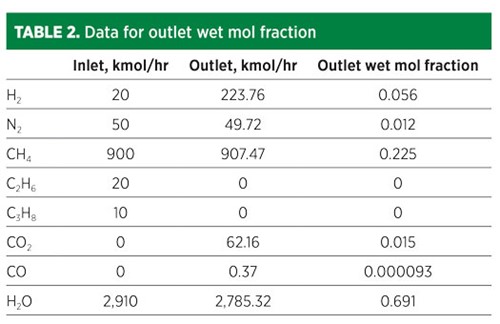
TABLE 2. Data for outlet wet mol fraction
The equation can be solved using Excel: Z = 0.485; Teq = 673.4°K (400.2°C). Therefore, the approach to SMR equilibrium in the pre-reformer is measured outlet temperature – equilibrium temperature = T − Teq = 400.2 – 400.2 = 0°C.
A similar balance is done in Case 2 for treated naphtha feed. Case 2 feed is 80 kmol/hr of naphtha (estimated C number of 5.586), an S/C ration of 3 mol/mol, an outlet pressure of 24.1 bara (23.8 atma), an inlet T of 450°C and an outlet T of 477°C. The outlet composition (dry basis) reported by the laboratory was the following:
- H2 = 21.5%
- CH4 = 54%
- CO = 0.5%
- CO2 = 24%.
The unknowns include the outlet dry flowrate and the outlet steam, and it is not known how much steam has been consumed in the reactions to make products.
To reiterate, d is the outlet dry flowrate, and s are the moles of steam at the outlet. The inlet and outlet moles for Case 2 are shown in TABLE 3. To calculate d using carbon balance, Eq. 15 is used:
446.88 = 0.24d + 0.005d + 0.54d (15)
d = 569.3 kmol/hr
To calculate s using oxygen balance, Eq. 16 is used:
1340.64 = s + 2 × 0.24 × 569.3 + 0.005 × 569.3 (16)
s = 1,064.53 kmol/hr 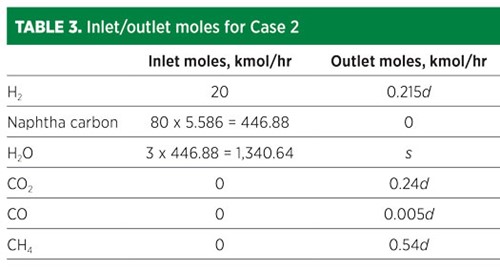
TABLE 3. Inlet/outlet moles for Case 2
The total wet outlet flow (TABLE 4) is calculated using Eq. 17:
569.3 + 1064.53 = 1,633.83 kmol/hr (17)
To calculate the SMR equilibrium constant, Eq. 18 is used:
Kp (SMR) = P2 × ([CO] [H2]3)/[CH4][H2O] = 23.82 × (0.00174 × 0.07493)/(0.1882 × 0.6517) = 3.38 × 10–3 (18)
Eq. 18 can be substituted with Eq. 19 to obtain the equilibrium temperature in °K2:
Ln (1/Kp) = 0.2513Z4 – 0.3665Z3 – 0.58101Z2 + 27.1337Z – 3.2770 (19)
where:
Z = (1000/T)–1—T is in °K
Ln (1/Kp) = Ln (1/3.38 x 10–3) = 5.691
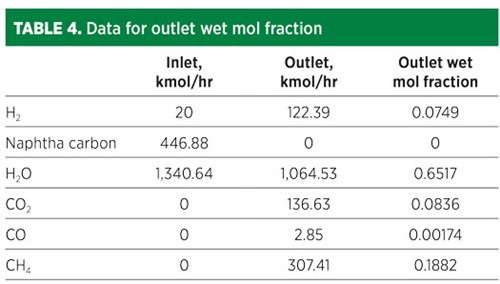
TABLE 4. Data for outlet wet mol fraction
The equation can be solved using Excel: Z = 0.333; Teq = 750°K (476.9°C). Therefore, the approach to SMR equilibrium in the pre-reformer is T − Teq = 477 − 476.9 = 0.1°C.
Process monitoring is an indispensable practice to keep track of KPIs of an H2 plant. A good system of process monitoring not only ensures safe and reliable plant operations, but also helps operators to make strategic decisions, such as for catalyst changeout schedules. If KPIs are not monitored closely, there can be situations where the expected yields are not achieved. This affects the economics of the H2 plant and the entire refinery complex.
The main objectives of this article are to guide H2 plant process engineers in monitoring critical parameters and KPIs across each reactor in the H2 flowsheet, and in performing a detailed mass balance across the H2 flowsheet by using available information, such as dry analysis of outlet streams. Doing so will help identify bottlenecks across each reactor. The focus would be to see how much H2 is being produced before the final stream enters the pressure swing adsorption (PSA) unit.
This mass balance will also help estimate the outlet stream’s composition on a wet basis, thereby facilitating the estimation of equilibrium constants (Keq values) for steam methane reforming (SMR) and water-gas shift (WGS) reactions, which will help calculate the approach-to-equilibrium (ATE) values. These values, which are important in understanding the catalyst activity, can then be compared with the kinetic model values provided by the catalyst supplier.
Primary steam reformer.
Every H2 process engineer knows that the primary steam reformer is the heart of the entire H2 flowsheet. The primary function of the unit is the conversion of methane and higher hydrocarbons (in the absence of a pre-reformer) in the feed to H2 (along with CO and CO2). Key parameters include the steam-to-carbon (S/C) ratio, outlet temperature, pressure, pressure drop, tube wall temperature (TWT), reformer firing and flame characteristics, and tube appearance. Methane conversion (as indicated by methane slip) and pressure drop are the two major performance indicators.
Approach to equilibrium is a theoretically important parameter in this section, as it indicates the performance of catalyst, while other parameters (such as outlet temperature, S/C ratio and pressure) are held constant. This value will be useful for the process engineers during the technical evaluation stage concerning catalyst offers. The reactions occurring in the reformer are equilibrium limited; therefore, the methane slip observed at zero (or close to zero) ATE indicates the minimum thermodynamically possible methane slip at the given conditions.
Another advantage of calculating the equilibrium temperature is that it provides an indication of the exact outlet process gas temperature. As the WGS reaction is quick, it can be assumed to always be in equilibrium at the reformer outlet conditions.
Normally, in most reformers, the reformer outlet temperature indication (TI) is located a few meters away from the tube outlet (where the catalyst ends). There is always some heat loss that needs to be assumed from the tube end to the TI point.
Mass balance across the primary reformer. The pre-reformer effluent is the feed to the reformer. Depending on the flowsheet, there could be some additional steam added at the reformer inlet. For reformers in hydrogen and carbon monoxide (HyCO) plants, recycled CO2 is normally added at the reformer inlet, with the intention to maximize CO yield. However, for the examples here, let us assume that no additional steam is added for Case 1 and that some steam is added for Case 2. Note: These are purely assumptions and bear no similarity to any existing unit.
Case 1. The total wet flow at the outlet of the pre-reformer—as per the calculation detailed in Part 1 of this article—was 4,028.4 kmol/hr. The reformer inlet temperature was 500°C, and the reformer’s outlet temperature was 840°C. Assuming 15°C heat less from the tube end to the TI, the tube outlet temperature would be 855°C and the outlet pressure would be 22 bara (21.7 atma). The outlet composition (dry basis) reported by the laboratory was the following:
- H2 = 72.4%
- CH4 = 4.57%
- CO = 13.61%
- CO2 = 8.1%
- N2 = 1.35%.
In the following equation for this example, d is the outlet dry flowrate and s are the moles of steam at the outlet. The inlet and outlet moles in Case 1 are shown in TABLE 5. To calculate d using carbon balance, Eq. 20 is used:
907.47 + 62.16 + 0.373 = 0.0457d + 0.081d + 0.1361d (20)
d (the outlet dry flowrate) = 3,691 kmol/hr
To calculate s using O balance, Eq. 21 is used:
2 × 62.16 + 0.373 + 2785.32 = s + 2 × 0.081 × 3691 + 0.1361 × 3691 (21)
s (the outlet steam) = 1,809.73 kmol/hr
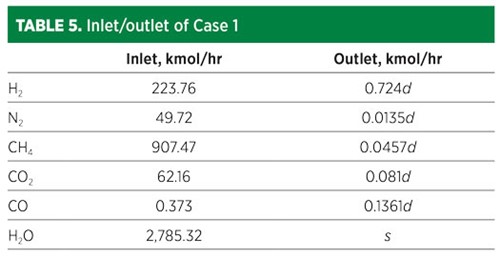
TABLE 5. Inlet/outlet of Case 1
The outlet wet mol fraction is shown in TABLE 6. To calculate the SMR equilibrium constant, Eq. 22 is used:
Kp (SMR) = P2 × [([CO] [H2]3)/([CH4][H2O])] = 21.72 × (0.091 × 0.4863) / (0.031 × 0.329) = 482.3 (22)
Eq. 22 can be substituted with Eq. 23 to obtain equilibrium temperature in °K:
Ln (1/Kp) = 0.2513Z4 – 0.3665Z3 – 0.58101Z2 + 27.1337Z – 3.2770 (23)
where Z = (1000/T)–1; T is in °K
Ln (1/Kp) = -6.179
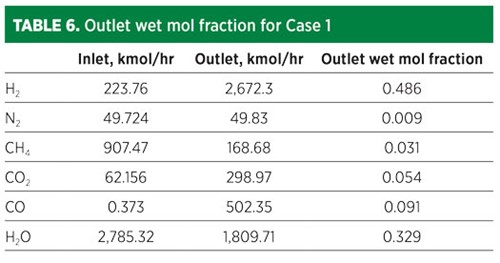
TABLE 6. Outlet wet mol fraction for Case 1
Solving the equation using Excel, the answer is Teq = 846.3°C. Therefore, the approach to SMR equilibrium in the reformer is T – Teq = 855 – 846.3°C = 8.7°C. The WGS approach can be calculated using Eqs. 24 and 25:
Kp (WGS) = [([H2][CO2])/([H2O][CO])] = (0.486 × 0.054) / (0.329 × 0.091) = 0.8766 (24)
Ln (Kp WGS) = 0.63508Z3 – 0.29353Z2 + 4.1778Z + 0.31688 (25)
Solving the equation, using Excel, Teq (WGS) = 845.9°C.
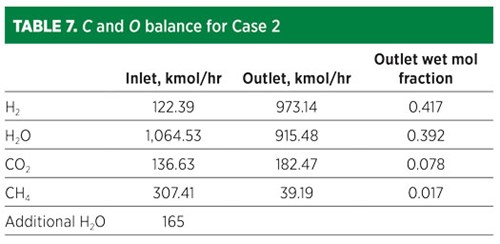
TABLE 7. C and O balance for Case 2
Case 2: The naphtha case. Assume that additional steam of 165 kmol/hr is added at the inlet of the reformer. The reformer’s inlet temperature is 500°C, and the reformer’s outlet temperature is 840°C. Assuming 15°C heat loss from the tube end to the TI, the tube outlet temperature is 855°C, and the outlet pressure is 23 bara (22.7 atma). The outlet composition (dry basis) reported by the laboratory was the following:
- H2 = 68.53%
- CH4 = 2.76%
- CO = 15.86%
- CO2 = 12.85%.
The outlet wet composition after completing C and O balances is shown in TABLE 7. Solving the equations as before, we receive the following:
Kp(SMR) = 538.3; Kp(WGS) = 0.864
Teq(SMR) = 851.4°C; Teq (WGS) = 850.1°C.
Therefore, the approach to SMR equilibrium in the reformer is T – Teq = 855 – 851.4°C = 3.6°C. The process engineer should ask the catalyst supplier what the expected approach is and compare the same with the calculated values.
Tube wall temperature. Besides catalyst activity, the approach also depends on operating conditions such as outlet temperature, pressure and composition, as well as how the reformer is being operated. Additionally, the approach and the methane slip depend on how the reformer is being operated. Improper heat distribution across the tubes will increase the approach; therefore, the methane slip would be more than expected, although the catalyst is perfectly normal in terms of its activity.
Tube wall temperatures need to be measured on a regular basis, using a simple handheld pyrometer or advanced thermal imaging equipment. The TWT of all tubes—after applying a suitable correction for background radiation—should indicate the reformer heat distribution balance. A spread (maximum–minimum) of more than 70°C normally indicates that there is scope for improving the heat distribution. The measured TWT of tubes can also be compared with the expected TWT profile as per the catalyst supplier’s kinetic model.
Pressure drop across the steam reformer. This is another critical parameter that needs close monitoring. The rate of pressure drop increase depends on how well the reformer is being operated. Due to the expansion and contraction of tubes, frequent trips or shutdowns can break the catalyst pellets. The broken pellets can contribute to a higher pressure drop. A sudden increase in pressure drop would need the time to be isolated and for any event in that period to be investigated. In most plants, the pressure drop is measured between the reformer inlet and waste heat boiler (WHB) or process gas boiler (PGB) outlet. Therefore, any fouling in the WHB/PGB can also affect the pressure drop. The process engineer should have a record of the number of trips/shutdowns and the reason for such a trip/shutdown. In many instances, a step increase in pressure drop is observed after starting up after a sudden trip.
Shift reactor. The primary function of the shift reactor is to convert CO formed in the reformer to H2 by reacting it with steam. The key parameters are inlet temperature, outlet temperature, steam-to-dry gas ratio, pressure drop and temperature profile. The KPIs include CO conversion, pressure drop and WGS approach.
Plotting the temperature profile clarifies how the catalyst activity declines with age. A clear trend can be obtained by plotting the percent exotherm profile rather than the temperature profile. The percent exotherm at any bed temperature equals [(T – Tmin) / (Tmax – Tmin)] × 100. A sample illustration of both bed temperature and exotherm percentage plots across a high-temperature shift (HTS) reactor is shown in FIG 3. Profiles 1 and 2 are different profiles for the same feed at different inlet temperatures. Not much can be inferred by plotting the bed temperatures. However, when the profiles are plotted by taking the exotherm percent at each position, it becomes clear that, by increasing the inlet temperature, the reaction profile becomes steeper.
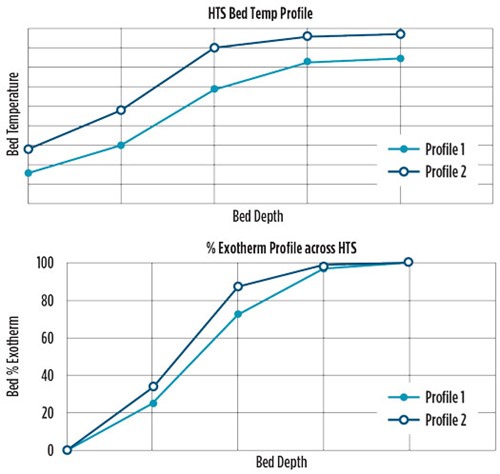
FIG. 3. HTS bed temperature profile (top) and the percent exotherm profile across the HTS (bottom).
Pressure drop. The shift reactor, either HTS or medium-temperature shift (MTS), being downstream of the WHB/PGB, is vulnerable to fouling issues due to upstream boiler water leaks. This causes pressure drop to increase due to the buildup of boiler solids. The pressure drop trend should be carefully monitored, especially after a trip incident. In addition, any wetting incident can reduce the strength of catalyst pellets, which could contribute to a high pressure drop. Any inappropriate or inadequate hold-down layer on top can also cause high pressure drop issues.
Mass balance across the shift reactor. Assume there is an HTS reactor in the flowsheet and that mass balance will need to be calculated.
Case 1. The inlet temperature is 320°C, and the outlet temperature is 394°C. The outlet composition (dry basis) reported by the laboratory was the following:
- H2 = 74.86 %
- CH4 = 4.16%
- CO = 3.38%
- CO2 = 16.36%
- N2 = 1.23%.
TABLE 8 shows the inlet and outlet compositions after doing C and O balances. At the end of the shift reactor, 3,038.25 kmol/hr of H2 is produced in Case 1. Using Eqs. 26 and 27, the WGS approach can be calculated as:
Kp (WGS) = [([H2][CO2])/([H2O][CO])] (26)
Ln (Kp WGS) = 0.63508Z3 – 0.29353Z2 + 4.1778Z + 0.31688 (27)
Eqs. 26 and 27 are used to calculate the following:
- Kp(WGS) = 10.2 and Teq (WGS) = 403.2°C
- WGS approach = Teq (WGS) – T = 403 – 394 = 9.2°C.
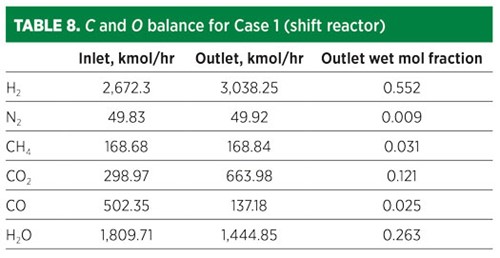
TABLE 8. C and O balance for Case 1 (shift reactor)
Case 2: The naphtha case. In this case, the inlet temperature is 320°C, and the outlet temperature is 396°C. The outlet composition (dry basis) reported by the laboratory was the following:
- H2 = 71.96 %
- CH4 = 2.46%
- CO = 3.2%
- CO2 = 22.37%.
TABLE 9 shows the inlet and outlet compositions after doing C and O balances. At the end of the shift reactor, 1,147.25 kmol/hr of H2 is produced in Case 2. The temperatures and WGS approach are the following:
- Kp(WGS) = 10.8 and Teq (WGS) = 397.1°C
- WGS approach = Teq (WGS) – T = 397.1 – 396 = 1.1°C.
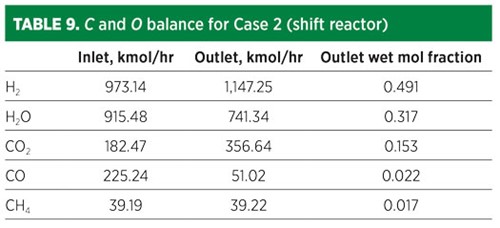
TABLE 9. C and O balance for Case 2 (shift reactor)
PSA section.
Generally, H2 recovery across the PSA is 85%–90%. Assuming 87% H2 is recovered across the PSA, the H2 production in Case 1 would be 3,038.25 × 0.87 = 2,643.3 kmol/hr. In Case 2, it would be 1,147.25 × 0.87 = 998.1 kmol/hr. This needs to be cross-checked with the PSA purge gas flow and the H2 content.
Takeaway.
There is no denying that proper checks and balances in the plant are crucial for ensuring maximum operational efficiency—and that mass balance is one of those crucial checks. The primary objective of this practice-oriented article is to ensure that the process engineer understands the significance of KPIs across each section of the plant and is confident in doing calculations (e.g., approaches to equilibrium), using available plant and lab information. By following the monitoring aspects highlighted in this article, the process engineer will be in a better position to make sound technical judgments when doing a technical bid and/or routine plant evaluations.H2T
LITERATURE CITED
1 Riazi, M. R., Characterization and Properties of Petroleum Fractions, ASTM International, West Conshohocken, Pennsylvania, 2005.
2 Twigg, M. V., Catalyst Handbook, Second Edition, CRC Press, Boca Raton, Florida, 1996

R. RAMAKUMAR is a Senior Technical Service Engineer for Johnson Matthey Catalyst Technologies, and is based in Dubai. He is a chartered chemical engineer with 16 yr of experience in the downstream oil and gas industry. Prior to joining Johnson Matthey in 2014, Mr. Ramakumar worked in refineries in India and the UAE and was involved in operations, technical services, and the commissioning of hydrogen and hydroprocessing units.
Related Articles
Connect with H2Tech
