
Articles
H2Tech: Technology spotlight
S. SHARMA, Technical Editor
H2 production potential
BEHYOND showcases offshore H2 production potential

BEHYOND has finished studying the technical and economic feasibility of generating green H2 from wind produced offshore, where wind resources abound.
During this phase, the project studied various configurations for an offshore H2 production module in which electrolysis is carried out using energy produced by offshore wind farms.
This study offers a strategic assessment of the creation of an offshore wind-H2 market, which could make a significant contribution to the decarbonization of the planet. Offshore wind energy production is expected to grow significantly over the course of this decade, and the BEHYOND project shows that there is potential for dual renewable production in the same location, creating synergies in terms of infrastructure, energy transport cables and grid points.
The configuration studied by BEHYOND can be implemented all over the world, producing and transferring H2 on a large scale. This technological development represents a breakthrough for the creation of the H2 value chain, as part of a blue economy, and could be a solution to boost the competitiveness of offshore wind farms.
This first phase of the project concluded that economic viability will be achieved once the green H2 industry and value chain reach a stage of maturity, as well as with the help of investments from companies that are positioning themselves in the H2 market, complemented by innovation support funds. Another way to improve this economic viability is to provide incentives that will help the industry accelerate the decarbonization process, thus increasing the demand for renewable energy.
ZoneFlow catalyst to increase efficiency of SMR
Honeywell and ZoneFlow Reactor Technologies (ZRFT) unveiled a joint agreement to commercialize ZoneFlow Reactor technology. This technology promises to provide a step-change improvement in the efficiency and carbon intensity of steam methane reforming (SMR) to produce H2. When coupled with Honeywell H2 Solutions’ carbon capture for H2 production, the ZoneFlow technology will make low-carbon H2 production more efficient and less expensive.
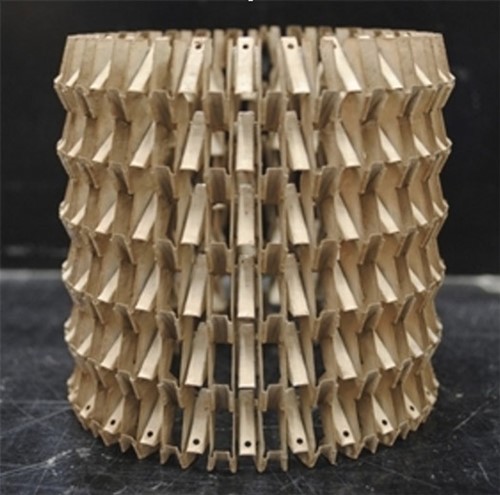
The ZoneFlow Reactor, a structured catalyst module that replaces conventional catalyst pellets in SMR tubes, provides far superior heat transfer and pressure drop performance. UOP and ZFRT will cooperate in conducting reactive testing in ZFRT’s large-scale pilot plant at Université Catholique de Louvain in Louvain-la-Neuve, Belgium. The reactive testing will validate the expected 15% increase in throughput vs. conventional catalyst pellet systems. Results from the pilot plant testing are expected to be available by mid-2022.
According to UOP, ZoneFlow Reactor technology is a major breakthrough in SMR. The much higher throughput possible with the ZoneFlow Reactors will mean significant capital savings for new SMR plants and higher productivity for existing plants. The additional opportunity to reduce the steam requirements to the SMR process will reduce its energy demands and overall impact on the plant’s carbon dioxide (CO2) emissions.
Microwave reactor technology for renewable H2 production may be used in Hyzon’s heavy-duty vehicle
Hyzon Motors Inc. signed a non-binding Memorandum of Understanding (MoU) with Transform Materials, a provider of renewable H2 through its proprietary microwave reactor technology. Hyzon and Transform Materials will evaluate proposals to develop facilities to produce low-to-negative carbon intensity H2 from various forms of methane, prioritizing biogas and renewable natural gas.
Through Transform Material’s proprietary technology, these facilities (acting as hubs) can be built to produce H2 efficiently—even at small scales of 1 tpd–5 tpd—offering modular construction that allows capacity to grow as customer demand increases. Transform’s technology to be employed in these projects produces H2 as a co-product with acetylene, providing significantly advantaged H2 cost structures.
Pursuant to the MoU, Hyzon and Transform will seek to align H2 production with the accelerating demand created by Hyzon’s heavy-duty vehicles. Hubs would be located and sized to fulfill existing and potential customer needs, leading to high utilization by Hyzon’s back-to-base vehicle deployments. Transform Materials’ clean plasma technology can convert methane into H2 and acetylene without the CO2 emissions that result from traditional processes for generating H2 and acetylene. Utilizing this flexible, readily available feedstock without emitting CO2 results in low-to-negative carbon intensity H2 for powering Hyzon’s zero-emissions vehicles.
World’s first carbon removal plant converting wood waste to H2
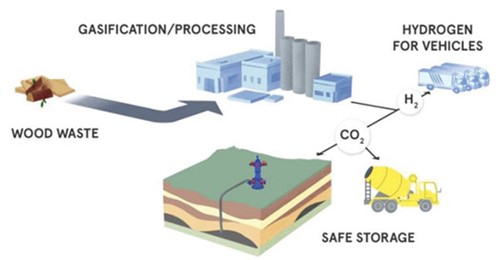
Climate technology innovator Mote revealed that it is establishing its first facility to convert wood waste into H2 fuel, while capturing, utilizing and sequestering CO2 emissions resulting from the process.
It is estimated that more than 500 MMtpy of wood and agricultural waste are generated in the U.S., which is either disposed of via natural decay, landfills or open-air burn, all of which return carbon to the atmosphere. With the engineering work of their first facility underway, Mote expects to produce approximately 7 MMkg/yr of carbon-negative H2 and remove 150,000 tpy of CO2 from the air. This is equivalent to removing 32,622 cars off the road. Mote expects to start H2 production as soon as 2024.
As the world’s first carbon removal project converting biomass to H2, Mote is addressing the ever-growing demand for renewable H2 with a carbon-negative approach. Mote’s technology directly supports California in its carbon-neutrality goals by removing CO2 from the atmosphere with the company’s wood waste conversion process. With this new facility, Mote is laying the groundwork for affordable H2 offerings on a global scale, while also supercharging natural carbon removal processes.
Mote’s proprietary integration of proven equipment in a novel process establishes this ground-breaking carbon removal and clean energy generation facility. Mote utilizes wood waste from farms, forestry and other resources, where it would otherwise be open-air burned for disposal, left to decompose or sent to a landfill. Through gasification and subsequent treatment processes, the remaining CO2 is extracted and permanently placed deep underground for ecologically safe storage.
Mote is also in discussions with carbon utilization company CarbonCure Technologies on the potential of permanently storing its CO2 in concrete via CarbonCure’s carbon removal technologies, deployed in hundreds of CO2 mineralization systems at concrete plants worldwide. Through this biomass-to-H2 process, Mote contributes to reversing climate change through the functional removal of carbon from the air and putting it deep underground or permanently storing it in concrete at construction sites.
HydroPlas reactor for converting plastic waste-to-H2
FusionOne produces technologies for the conversion of plastic waste-to-H2 and clean electricity with proprietary, patented pending technologies for the thermal processing of plastics and other carbon matter into clean “white” H2 and electricity. FusionOne is commercializing its HydroPlas Reactor with plastic polymer feedstocks and several other carbon-based waste feedstocks. The company is on track to have the first system operational in the first half of this year. Installation of the first reactor will be in feedstock-rich Detroit, Michigan (U.S.). FusionOne is securing its supply chain within North America and building strong relationships with key component suppliers to meet its growth plans over the coming years. Additional sites are expected to be announced this year.
FusionOne is finalizing fabrication of the HydroPlas Reactor, while actively engaging with H2 industry leaders, particularly in the U.S. and European H2 mobility sectors, to develop key relationships and identify additional sites for deployment of HydroPlas in strategically significant locations to support combatting climate change.
H2-to-X TECHNOLOGY
Johnson Matthey’s new technology HyCOgen will convert CO2 and green H2 into SAF
Johnson Matthey has launched HyCOgen, a reverse water gas shift technology designed to help enable the conversion of captured CO2 and green H2 into sustainable aviation fuel (SAF).
HyCOgen is a catalyzed process to convert green H2 and CO2 into carbon monoxide, which is combined with additional H2 to form synthesis gas (syngas), a crucial building block in the manufacture of fuels and chemicals. In combination with FT CANS Fischer Tropsch technology (developed in collaboration with bp), HyCOgen provides an end-to-end, optimized and highly scalable process that converts up to 95% of the CO2 into high-quality synthetic crude oil. This synthetic crude oil can be further upgraded into sustainable drop-in fuel products, including aviation fuels, renewable diesel and naphtha.
The scalability of the integrated HyCOgen/FT CANS solution enables cost-effective deployment across a wide range of project sizes—from small-scale, single electrolyzer fed units to large-scale ones with H2 fed from multiple large electrolyzer modules.
The global aviation industry is responsible for 12% of transport-related CO2 emissions; therefore, substantial production of low-carbon-intensity SAF is essential to mitigate emissions. Both the EU and U.S. are setting bold targets for scale up and blending, and this is expected to increase SAF demand significantly. Johnson Matthey’s HyCOgen solution, along with the FT CANS technology, can help increase the supply of SAF through its efficient production at scale.
Given the challenges associated with new propulsion technologies, airport infrastructure and the long asset life of aircraft, there are significant hurdles in moving from hydrocarbon-based aviation fuel to alternatives such as battery electric or H2. Johnson Matthey’s longstanding expertise and market-leading position in syngas generation technology can play a crucial role in providing solutions that enable the production of sustainable drop-in fuels that are deployable immediately.
H2 LOGISTICS
EUROPIPE’s epoxy coated pipes are ready for H2 transport
As part of EUROPIPE’s H2 research program, the company recently tested different flow coatings in pure H2 to evaluate their suitability for use in H2 transport. Suitability tests conducted by the Salzgitter Mannesmann Research Company (SZMF) have confirmed that EUROPIPE’s pipes internally coated with epoxy-based flow coatings are capable to be used for H2 pipelines in a 100 bar pure H2 atmosphere.
The investigated test specimens originated from pipes internally lined at Mülheim Pipecoatings (MPC) with epoxy-based flow coat materials TEKNOPOX 3296-06 (82 vol% solid content) and TEKNOPOX 3297-00 (97 vol% solid content) supplied by TEKNOS. The flow coating thickness of all specimens were between 61 µm and 120 µm.
According to EUROPIPE, the testing protocol followed API RP 5L2 for the resistance to gas blistering and EN 10301/ISO 15741 for the resistance to gas pressure variations (cyclic testing) and hydraulic-pressure blistering. These standards are commonly used for qualification testing of internal coatings for non-corrosive gases. The “blistering tests” are usually performed with nitrogen as pressurizing gas to simulate the effect of spontaneous pressure drops on the internal coating. For the performed tests, H2 was utilized as a pressurizing gas to investigate how or whether H2, having the smallest molecular diameter, would influence the resistance of the coating to spontaneous pressure drops. Missing resistance can lead to blistering, delamination or reduced adhesion of the internal coating.
The specimens were placed in an autoclave and pressurized with H2 to 100 bar. For the testing according to API RP 5L2, the pressure was released after 24 hr in less than 5 sec, to simulate a very rapid pressure drop.
In comparison with the API RP 5L2, the testing method according to EN 10301/ISO 15741 exhibited 10 cycles of pressure variations. Moreover, the behavior of the flow coatings when subjected to pressure variations in a liquid environment (water saturated with CaCO3) was investigated.
After all tests, the surface of the specimens were examined and the adhesion of the flow coating was determined according to ISO 2409 (crosscut test). The formation of blisters were not observed, and the delamination parameter were determined as “0” for all specimens, confirming an excellent adhesion of the internal coating after the performed tests, ensuring that the company’s pipes, with internal coating applied by MPC, are suitable for future H2 pipelines.
HISELCT® project powered by Evonik membranes to separate H2 from natural gas streams

Linde Engineering has officially started up the world’s first full-scale pilot plant in Dormagen, Germany to showcase how H2 can be separated from natural gas streams using Linde’s HISELECT powered by Evonik membrane technology.
The process is a key enabler for scenarios in which H2 is blended with natural gas and transported via natural gas pipelines. The blended gas could consist of between 5%–60% H2. Membranes are then used to extract H2 from these natural gas streams at the point of consumption. The resulting H2 has a concentration level of up to 90%. When further processed with Linde Engineering’s pressure swing adsorption (PSA) technology, a purity of up to 99.9999% can be achieved.
Membrane technologies are vital to efforts around the globe for establishing H2 infrastructure. In Europe, 11 transmission system operators are working on creating the European Hydrogen Backbone. Their aim is to build and expand a functional H2 network, based largely on repurposed existing natural gas infrastructure. Membrane technology like HISELECT could be integral for efficiently transporting H2 to end users for use as an industry feedstock, as a source of heat and power, or as a transportation fuel.
The HISELECT demonstration in Dormagen establishes the essential technology for transporting H2 via natural gas pipelines in a real-life setting. It shows a way to leverage existing infrastructure, while avoiding the high costs and the long process involved in building a dedicated H2 pipeline infrastructure.
TURBOMACHINERY
RWE and Kawasaki to build one of the world’s first 100% H2-capable gas turbines
RWE, as part of its Growing Green strategy, announced adding at least 2 GW of gas-fired power plant capacity to support the energy transition with flexible power. These new plants will be provided with a clear decarbonization pathway. For existing plants, RWE is developing a roadmap to convert them for clean operations.
Together with Kawasaki Heavy Industries, RWE is planning to build a H2-powered gas turbine in Lingen, Germany. It will be used to test the conversion of H2 back into electricity at RWE’s Emsland gas-fired power plant. The project is one of the first to use a gas turbine to convert 100% H2 into electricity on an industrial scale. The 34-MW plant could become operational in mid-2024.
Kawasaki’s gas turbine provides maximum fuel flexibility—it can operate with 100% H2, 100% natural gas or any combination of both. This is indispensable because the amount of green gas available for reconversion will fluctuate frequently during the ramp-up of the H2 economy before continuous operation with it will be possible.
During the pilot project, the turbine is planned to be tested across varying operating load ranges, between 30% and 100%. This corresponds to typical load curves of gas turbines that can be expected in a power grid with an increasing share of renewable energies, which are subject to fluctuations due to weather conditions.
During the project, it is planned to use two combustion systems developed by Kawasaki. Both have already been tested in 1 MW variants in a demonstration project in Kobe, Japan. In Lingen, these technology principles will be scaled up to industrial scale for the first time.
Related Articles
Connect with H2Tech
