
Articles
H2Tech: Technology spotlight
S. Sharma, Technical Editor
H2 PRODUCTION
Capillary-fed electrolysis (CFE) technology for high electrolysis efficiency
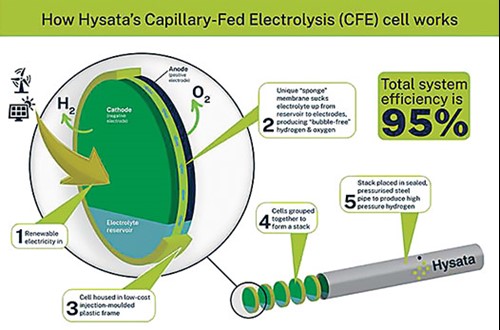
Hysata’s team has published results of its H2 electrolyzer technology research, which confirms its “capillary-fed electrolysis cell” can produce green H2 from water at 98% cell energy efficiency. The high electrolysis efficiency is well above International Renewable Energy Agency’s (IRENA) 2050 target and, according to the company, is significantly better than existing electrolyzer technologies and likely to enable H2 production cost well below AUS$2/kg (US$1.50/kg).
The technology was invented by scientists at the University of Wollongong and is now being commercialized by Hysata, with backing from IP Group and the Clean Energy Finance Corporation (CEFC). Hysata is on a clear pathway to commercialize its electrolyzer and reach gigawatt (GW) scale H2 production capacity by 2025.
Hysata says the overall design of its electrolyzer system is simpler than existing technologies. The electrolyzer system is designed for ease of manufacturing, scaling and installation, delivering 95% overall system efficiency, equivalent to 41.5 kWh/kg, compared to 75% or less for existing electrolyzer technologies. For H2 producers, this will significantly reduce both the capital (CAPEX) and operational (OPEX) costs to produce green H2.
The capillary-fed electrolysis technology involves the supply of water to H2- and oxygen-evolving electrodes via capillary-induced transport along a porous inter-electrode separator. The design leads to inherently bubble-free operation at the electrodes and hence reduced resistance. Alkaline capillary-fed electrolysis cells exhibit electrolysis performance exceeding commercial electrolysis cells, with a cell voltage at 0.5 A cm−2 and 85°C of only 1.51 V, equating to 98% energy efficiency, with an energy consumption of 40.4 kWh/kg H2 (vs. ~47.5 kWh/kg in commercial electrolysis cells). The new technology promises high energy efficiency, combined with a simplified balance-of-plant, potentially making cost-competitive renewable H2 closer
to reality.
“Gold Hydrogen program” for subsurface biomanufacturing of H2
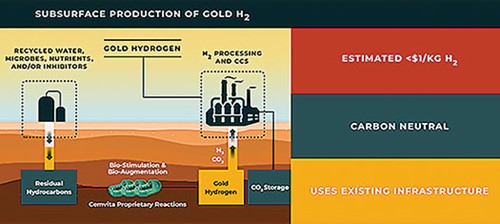
The Gold Hydrogen Program, a coalition of organizations seeking to support the scale of this clean energy resource, announced its launch, as well as the debut of a pilot microbial Gold Hydrogen process. As part of the joint industry partnership to commercialize clean, gold H2, the program’s founding members include Cemvita Factory and Chart Industries Inc. Other collaborators include EXP and The Center for Houston’s Future.
Found naturally deep in the Earth, “gold H2” is an unparalleled resource that, until now, has been cost-prohibitive to extract and not commercially viable. However, this could change with new subsurface biomanufacturing techniques, spearheaded by Cemvita, that hold the promise for an efficient and clean extraction.
With the potential to revitalize and remediate thousands of depleted, abandoned oil and gas reservoirs around the country, the extraction techniques meld existing infrastructure with cutting-edge microbiology to scale clean energy solutions quickly while creating new revenue streams for heavy industry companies.
According to Cemvita, gold H2 presents a unique opportunity for innovative companies that would like to lead the energy transition, especially legacy oil and gas companies with existing assets and infrastructure, skilled workforces and global footprints. Reservoir microbiology has incredible potential for unlocking the promise of gold H2 in a clean, efficient way.
Catalyst-coated membranes for efficient and low-cost green H2 production
Honeywell has developed a new catalyst-coated membranes (CCMs) technology for green H2 production and will further test the technology with electrolyzer manufacturers. The new technology focuses on CCMs for proton exchange membrane (PEM) electrolyzers and anion exchange membrane (AEM) electrolyzers.
Honeywell’s latest CCMs have been shown in lab testing to enable higher electrolyzer efficiency and higher electric current density enabled by a proprietary high-ionic conductivity membrane and high-activity catalyst. This is projected to provide a 25% reduction in electrolyzer stack cost, based on a polymer electrolyte membrane water electrolysis system using renewable power to produce 2,300 metric tpy of H2 with 5,000 operating hr/yr.
Honeywell’s green H2 program leverages decades of R&D and manufacturing experience in developing and manufacturing membranes and catalysts for the gas processing, refining, steel, and petrochemical industries, as well as the experience in the most recent development of novel membranes for battery and power applications.
According to Honeywell, the new technology has been validated in lab tests by third-party H2 electrolyzer technologists.
H2 STORAGE AND TRANSPORT
Tenaris line pipe technology for H2 transportation
Tenaris’s line pipe technology team has carried out an experimental activity to qualify medium- and large-diameter pipes of up to X70 grade for high-pressure gaseous H2 transportation with a H2 content of up to 100% at 200 bar pressure.
Pressurized pipelines are considered a relevant solution for transporting molecular energy from the point of production or storage to the point of consumption. Due to the susceptibility of steel to H2 embrittlement, the pipeline material must be qualified to demonstrate its readiness for H2 transportation, and the new standards and guidelines require specific characterizations in gaseous H2 environments.
According to Tenaris, H2 atoms can easily diffuse into the metal’s crystalline lattice due to their small size. The interaction with the metal’s microstructure can eventually result in the degradation of the metal’s mechanical properties, mainly involving a loss in mechanical ductility, reduced fracture toughness and loss of fatigue resistance. Purity, temperature and pressure can affect the severity of the embrittlement. Therefore, it is fundamental to determine how new and existing pipeline materials will react to the different compositions, pressures and temperatures under which these pipelines will operate.
Tenaris is addressing the need for reliable and high-performance materials in H2 environments with the development of THera™, a new technology that offers a long-lasting and completely recyclable material with a verified product lifecycle, thanks to material testing in pressurized H2 environments.
The experimental activity carried out to qualify seamless pipes of up to grades X70, according to ASME B31.12 requirements, demonstrates the potential of THera solutions for H2 pipeline transportation of up to 200 bar with an extra safety margin.
Development and innovation of liquid H2 technologies by Shell and GTT
International Trading and Shipping Co., a center for maritime expertise within Shell that provides specialist knowledge, insurance, technology and innovation solutions, and GTT, a technology expert in the design of cryogenic containment systems used to store and transport liquefied gases, will develop new technologies to enable the transportation of liquid H2 (LH2).
This cooperation agreement is part of Shell’s strategy to develop a H2 energy supply chain by creating scalable and safe LH2 shipping technologies. This includes the development by GTT of a preliminary LH2 carrier design, as well as an LH2 cargo containment system for mid-size LH2 carriers.
The demand for H2 across multiple sectors is forecast to increase to meet the need for net zero-carbon energy sources in the energy transition. The ability to transport very large volumes of H2 in liquefied form (–250°C) is one of the technological challenges that must be met to establish a reliable, efficient and competitive H2 supply chain.
GTT’s technological know-how in LNG shipping and storage and capacity for innovation will be applied to develop an optimal containment solution that can be used on an industrial scale for the maritime transport of LH2.
World’s first pilot of safe and non-toxic H2 storage employing Hydrilyte™
H2 storage and transport is very challenging because while 1 kg of H2 contains three times the energy of 1 kg of diesel, 1 kg of H2 takes up 11 m3 of space at sea level, compared to just over 1 l (liter) of diesel. The conventional approach is to compress it to very high pressures or to liquefy it, which means cooling it to just above absolute zero. Both approaches are expensive and inherently dangerous. The multi-patented Hydrilyte™ technology from Australian company Carbon280 stores H2 without the need for compression or cooling.
Hydrilyte is a liquid containing suspended metal dust that forms a chemical bond with H2. The chemical bond is very stable and Hydrilyte can safely retain 100% of the H2 stored in it for decades. Hydrilyte is made from cheap and plentiful materials and its performance improves over time rather than degrading.
The Hydrilyte Refueler Prototype project has been awarded funding through the Net Zero Innovation Portfolio (NZIP) Longer Duration Energy Storage Demonstration program. Under the first phase of the two-phase program, the consortium is delivering a feasibility study for a Phase 2 prototype which, if successful, will be built between 2022 and 2024 at Holyhead in North Wales. The prototype will demonstrate the ability to store H2 in Hydrilyte at an H2 hub, transport the Hydrilyte using standard fuel tankers and release the H2 into an Element2 H2 refueling system.
TURBOMACHINERY
New H2 compression system from Elliot
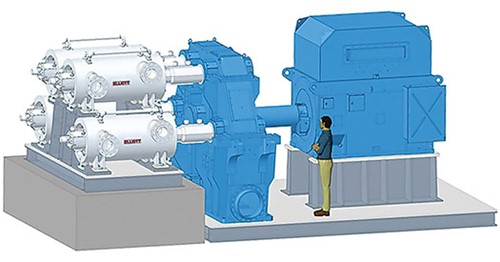
Elliott Group has developed a new, configurable compressor arrangement designed to enhance operational flexibility in H2 applications. The Flex-Op compressor arrangement allows for improved reliability and accessibility to the rotating components.
H2 compression requires a large number of compression stages to achieve a reasonable head for a very light gas. With the Flex-Op arrangement of three to four casings, up to 40 impeller stages can fit into a footprint that traditionally only fit up to 10 stages. This shrinks the linear footprint of the compressor section from ≥ 40 ft to about 10 ft and offers up to four times the compression capability within the approximate linear footprint of one compressor.
In the Flex-Op arrangement, individual compressors can be run in series or in parallel, or both. This is achieved with three to four centrifugal compressors arranged about a single multi-pinion gearbox. Each rotor is connected to its own pinion via a flexible shaft coupled to the central gear, which means the rotor speeds can be individually optimized for the highest aerodynamic efficiency. Elliott’s barrel casing configuration, coupled with the single multi-pinion gearbox, allows the entire assembly to be powered by a motor with a variable frequency drive or a motor in conjunction with a variable speed drive for speed control.
The Flex-Op arrangement has many advantages over reciprocating or high-speed centrifugal compressors. It uses standard Elliott-designed compressors and impellers and is compact and easy to maintain and repair. It can engage or disengage individual compressors, switch between series and parallel operation, and run each compressor at different speeds. Most importantly, for pure H2 compression, the process gas is safe from the risk of oil contamination. The Flex-Op design is not limited to H2 applications, but is also suitable for energy storage and other process compression and refining applications.H2T
Related Articles
Connect with H2Tech
